வன்பொருள் மேற்பரப்பு செயலாக்கத்தை உட்பிரிவு செய்யலாம்: வன்பொருள் ஆக்சிஜனேற்றம் செயலாக்கம், வன்பொருள் ஓவியம் செயலாக்கம், மின்முலாம் பூசுதல், மேற்பரப்பு மெருகூட்டல் செயலாக்கம், வன்பொருள் அரிப்பு செயலாக்கம் போன்றவை.
வன்பொருள் பாகங்களின் மேற்பரப்பு செயலாக்கம்:
1. ஆக்சிடேஷன் செயலாக்கம்: வன்பொருள் தயாரிப்புகளின் மேற்பரப்பை கடினமாக்குவதற்கு, வன்பொருள் தொழிற்சாலை முடிக்கப்பட்ட வன்பொருள் தயாரிப்புகளில் (முக்கியமாக அலுமினிய பாகங்கள்) ஆக்சிஜனேற்ற செயலாக்கத்தை ஏற்றுக்கொள்கிறது.
2. ஸ்ப்ரே பெயிண்டிங் செயலாக்கம்: வன்பொருள் தொழிற்சாலை பெரிய வன்பொருள் முடிக்கப்பட்ட தயாரிப்புகளை உற்பத்தி செய்யும் போது ஸ்ப்ரே பெயிண்டிங் செயலாக்கத்தை ஏற்றுக்கொள்கிறது, இது வன்பொருள் துருப்பிடிப்பதைத் தடுக்கிறது, எடுத்துக்காட்டாக: அன்றாடத் தேவைகள், மின் இணைப்புகள், கைவினைப்பொருட்கள் போன்றவை.
3. எலக்ட்ரோபிளேட்டிங்: வன்பொருள் செயலாக்கத்திற்கான மிகவும் பொதுவான செயலாக்க தொழில்நுட்பம் எலக்ட்ரோபிளேட்டிங் ஆகும்.வன்பொருளின் மேற்பரப்பு நீண்ட தயாரிப்பு நீளத்தை உறுதி செய்வதற்காக நவீன தொழில்நுட்பத்தின் மூலம் மின்முலாம் பூசப்படுகிறது, நேரத்தைப் பயன்படுத்துவதில் பூஞ்சை அல்லது குழப்பம் இல்லை.பொதுவான எலக்ட்ரோபிளேட்டிங் செயல்முறைகள்: திருகுகள், ஸ்டாம்பிங் பாகங்கள், பேட்டரி சில்லுகள், கார் பாகங்கள், சிறிய பாகங்கள் போன்றவை.
4. மேற்பரப்பு மெருகூட்டல்: மேற்பரப்பு மெருகூட்டல் பொதுவாக நீண்ட காலத்திற்கு அன்றாட தேவைகளில் பயன்படுத்தப்படுகிறது, மேலும் வன்பொருள் தயாரிப்புகளின் மேற்பரப்பு பர்ர்களுக்கு சிகிச்சையளிக்கப்படுகிறது, அதாவது: நாங்கள் ஒரு சீப்பை உற்பத்தி செய்கிறோம்.சீப்பு என்பது அழுத்துவதன் மூலம் செய்யப்பட்ட உலோகப் பகுதி.குத்திய சீப்பின் மூலைகள் மிகவும் கூர்மையானவை.நாம் கூர்மையாக விளிம்புகள் மற்றும் மூலைகளை மென்மையான முகமாக மெருகூட்ட வேண்டும், அதனால் பயன்படுத்தும்போது மனித உடலுக்கு எந்த தீங்கும் ஏற்படாது.
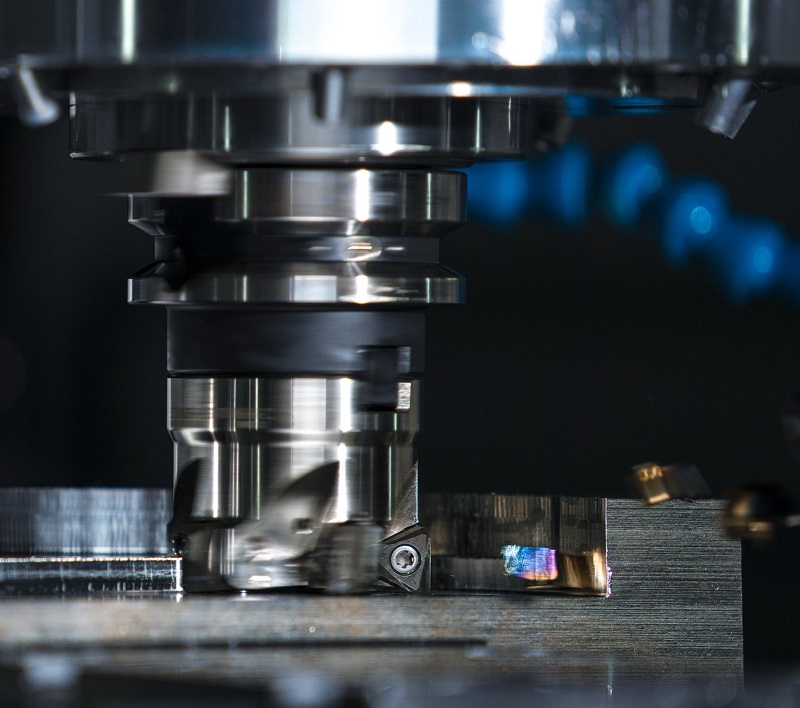
cnc பணிப்பகுதி மேற்பரப்பின் எந்திர முறையானது, இயந்திர மேற்பரப்பின் தொழில்நுட்ப தேவைகளைப் பொறுத்தது.இருப்பினும், இந்த தொழில்நுட்ப தேவைகள் அவசியமான பாகங்கள் அல்ல என்பதை கவனத்தில் கொள்ள வேண்டும்
வரைபடத்தில் குறிப்பிடப்பட்டுள்ள தேவைகள், தொழில்நுட்ப காரணங்களால் சில அம்சங்களில் பகுதி வரைந்ததை விட அதிகமாக இருக்கலாம்.தரவு தற்செயலாக இல்லாததால் இது அதிகரித்தால்
சில சிஎன்சி இயந்திர பாகங்களின் மேற்பரப்பிற்கான எந்திர தேவைகள்.அல்லது அதிக செயலாக்கத் தேவைகளை முன்வைக்கலாம், ஏனெனில் இது துல்லியமான குறிப்பாகக் கருதப்படுகிறது.
CNC இயந்திர பாகங்களின் மேற்பரப்புகளுக்கான தொழில்நுட்பத் தேவைகள் குறிப்பிடப்பட்ட பிறகு, தேவைகளுக்கு உத்தரவாதம் அளிக்கக்கூடிய இறுதி எந்திர முறையைத் தேர்ந்தெடுக்கலாம், மேலும் ஒவ்வொரு படிநிலையின் படிகள் மற்றும் செயலாக்க முறைகளின் எண்ணிக்கையையும் தேர்ந்தெடுக்கலாம்.சிஎன்சி எந்திரப் பகுதிகளின் தேர்ந்தெடுக்கப்பட்ட செயலாக்க முறையானது, பாகங்களின் தரம், நல்ல செயலாக்கப் பொருளாதாரம் மற்றும் உயர் உற்பத்தித் திறன் தேவைகளைப் பூர்த்தி செய்ய வேண்டும்.
இந்த காரணத்திற்காக, செயலாக்க முறையைத் தேர்ந்தெடுக்கும்போது பின்வரும் காரணிகளைக் கருத்தில் கொள்ள வேண்டும்:
1. எந்த CNC எந்திர முறையினாலும் பெறப்பட்ட எந்திர துல்லியம் மற்றும் மேற்பரப்பு கடினத்தன்மை கணிசமான வரம்பைக் கொண்டுள்ளது, ஆனால் குறுகிய வரம்பில் மட்டுமே உள்ளது. வரம்பு பொருளாதாரமானது, மேலும் இந்த வரம்பின் எந்திர துல்லியம் பொருளாதார எந்திர துல்லியம் ஆகும்.எனவே, செயலாக்க முறையைத் தேர்ந்தெடுக்கும்போது, தொடர்புடையது.பொருளாதார செயலாக்கத் துல்லியத்தைப் பெறக்கூடிய செயலாக்க முறை.
2. CNC எந்திரப் பொருட்களின் பண்புகள் கருதப்பட வேண்டும்.
3. CNC இயந்திர பாகங்களின் கட்டமைப்பு வடிவம் மற்றும் அளவு கருத்தில் கொள்ளப்படும்.
4. உற்பத்தித்திறன் மற்றும் பொருளாதார தேவைகள் பரிசீலிக்கப்படும்.வெகுஜன உற்பத்திக்கு உயர் செயல்திறன் மற்றும் மேம்பட்ட தொழில்நுட்பம் பின்பற்றப்படும்.இது அடிப்படையில் வெற்றிடத்தை கூட மாற்றலாம்.உற்பத்தி முறையானது எந்திரத்தில் உழைப்பின் அளவைக் குறைக்கும்.
5. தொழிற்சாலை அல்லது பட்டறையின் தற்போதைய உபகரணங்கள் மற்றும் தொழில்நுட்ப நிலைமைகள் பரிசீலிக்கப்படும்.செயலாக்க முறையைத் தேர்ந்தெடுக்கும் போது, தற்போதுள்ள உபகரணங்களை நிறுவனத்தின் திறனைப் பயன்படுத்துவதற்கு முழுமையாகப் பயன்படுத்தப்படும். தொழிலாளர்களின் உற்சாகம் மற்றும் படைப்பாற்றல்.இருப்பினும், தற்போதுள்ள செயலாக்க முறைகள் மற்றும் உபகரணங்களின் தொடர்ச்சியான முன்னேற்றம், புதிய தொழில்நுட்பங்களை ஏற்றுக்கொள்வது மற்றும் செயல்முறை மட்டத்தை மேம்படுத்துதல் ஆகியவையும் கருத்தில் கொள்ளப்பட வேண்டும்.
பின் நேரம்: அக்டோபர்-08-2022



